歡迎來到長沙阿凡達公司,公司主營環(huán)保脫漆劑,中性除鏽劑,鋼筋除鏽劑,多功能漆前處理劑,漆霧凝聚劑,常溫發黑劑。
-

掃碼打開手機站
- 掃一(yī)掃

掃碼加微信
掃碼打開手機站
掃碼加微信


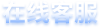
適(shì)用範圍(wéi):適用於機械零件、標準件、工藝產品、彈簧、汽車、航(háng)空的鋼鐵零部件表麵發黑
產品特點:<br/> 1、顏色黑,附著力好,防腐性高,做工(gōng)時(shí)間短<br/> 2、節約能源,發黑完全不需(xū)用電,同堿性高(gāo)溫(wēn)發黑比,節電100%。<br/> 3、提高工效,堿性發黑需40-80分鍾,本常溫發黑(hēi)劑隻需2-5分鍾。<br/> 4、發黑成本低,設備簡單、隻需塑料、陶瓷槽(cáo)、盆即可,而且操作容易(yì)。<br/> 5、工藝適(shì)應性強,對鋼性無選擇,含碳量不同和表麵加工狀態不同的鋼鐵零部件均能獲得整體表麵顏色的一致效果,而且發黑後的(de)工件,既可脫水油封閉;又可封閉劑封閉。<br/> 6、附著力牢(láo)固(gù)、防腐性強、發黑後工件表(biǎo)麵穩定(dìng),室內環境可有效防鏽達2年。<br/> 7、不會(huì)影響工件尺寸,黑膜(mó)層僅為1.0微米至3微米之間的厚(hòu)度。<br/>
包裝規格:25kg/桶

品介紹1.jpg")


● 顏色黑,附著力好,防腐性高,做工時間短。
● 節約能(néng)源,發黑完(wán)全不需用(yòng)電,同堿性高溫發黑比,節電100%。
● 提高(gāo)工效,堿性發黑需40-80分鍾,本常溫發黑劑隻需2-5分鍾。
● 發黑(hēi)成本低,設備簡單、隻需塑料、陶(táo)瓷槽、盆即可,而且(qiě)操作容易。
● 工藝適應性強,對鋼性無選擇,含碳量不同和表麵(miàn)加工狀態不同的鋼鐵零部件(jiàn)均(jun1)能獲得整體表麵顏色的一致(zhì)效(xiào)果(guǒ),而且發黑後的工件,既可(kě)脫水(shuǐ)油封閉;又可封閉劑封閉。
● 附(fù)著力牢(láo)固、防腐性強、發黑後工件表麵穩定,室內環境可有效防鏽達2年(nián)。
● 不會影響工(gōng)件尺寸,黑膜層僅為1.0微米至3微米之間的厚度。

1、理化指標(biāo):
本品(pǐn)外觀為藍綠色透(tòu)明液體(tǐ),不(bú)燃不爆、不揮發、不腐蝕、運(yùn)輸安全,長期(qī)貯存化學性能穩(wěn)定。比重(chóng):1.04±0.02 PH值(zhí):2 發黑量:60~150公斤/升(3~8M?)。
2、耐蝕性:
經機電部(bù)電鍍產品質量監(jiān)督檢測中心檢測結果為(wéi):
⑴、3%CuSO4 ·5H2 O點滴,30秒符合標準;
⑵、20%醋酸(suān)點滴:10分鍾符合標準;
⑶、5%草酸點滴(dī):8分鍾符合標(biāo)準。
3、耐磨性:
用NOS-ISO壹(yī)型磨耗試驗(yàn)機,測試符合Q/OJS0001-1995標準
4、外觀和耐蝕性符(fú)合GB/T15519-2002化學(xué)轉化膜-鋼鐵黑色氧化膜(國家標準)、WJ535-82(兵器工業標準)和(hé)MID-DLT-13924D標準。(美國國(guó)防部軍標(biāo))

用方法.jpg")
鋼鐵常溫發黑作為一種簡單易行、節能、高(gāo)效、無汙染的新工藝,深受(shòu)表麵處(chù)理界及(jí)熱處理界的歡迎。鋼鐵常溫發黑處理簡單的原則(zé):高質量的發黑劑+正確(què)處理工藝=優質產品+高效益。全部工藝流程可以概(gài)括為:
前處理-常溫發黑-後(hòu)處理三個階段
前處理階段:
包括除油和(hé)除鏽活(huó)化兩道工序。在具有優質發黑劑的前提下,這是常溫發黑成敗的關鍵,總的要(yào)求是(shì)被處(chù)理件(jiàn)除油務必徹底,表麵活化要好。前者一般(bān)都比較重視,而對表麵活化往往重視不夠,可以肯定活化程度與膜(mó)的結合力成正比。針對目前用(yòng)戶的實際情況(kuàng), 我們推薦以下三種(zhǒng)工藝流程可供選擇:
流程一:AF-FH842高效除油劑中溫除油→水洗→水漂洗→常溫AF-FH822去鏽活化劑活化2-15分鍾(氧(yǎng)化皮較厚的零件,可在180-250克/升加熱的硫酸中去鏽。)→水洗→水漂洗→AF-FH802常(cháng)溫鋼鐵發黑劑(2-5分鍾)→ 水衝洗(1分鍾)→ 浸AF-FX238脫水防鏽油(5分鍾)
(此流程適合油汙不多,無厚氧化皮的零件,各道工序處理時間到位,質量穩定(dìng),成本低。)
流程二:噴砂→水洗→AF-FH802常溫鋼鐵發黑劑
(此工藝流(liú)程適合零件表麵有很厚氧化皮、厚油(yóu)汙及難(nán)以用酸活化的高矽鋼(gāng)、高錳鋼、高鉻鋼等零(líng)件。噴砂機可選用密封式或水(shuǐ)性噴砂機,適用於有噴砂設備的企(qǐ)業,無酸、堿廢液排放,質量優於化學前處理,膜層牢固可靠。適用於(yú)有噴砂(shā)設備的(de)企業無酸、堿(jiǎn)廢液排放,質量優於(yú)化學前處理,膜層牢固可靠。)
流程三:超聲波除油→水洗→除鏽(xiù)活化→水洗→AF-FH802常(cháng)溫鋼鐵發黑劑
(適用於有(yǒu)深孔、盲孔和形(xíng)狀複雜的零件。)
常溫發黑處理階段:
經前處理並清洗幹淨(jìng)的工件即可轉入常溫發黑處理:
1、配槽液:AF-FH802常溫鋼鐵發黑劑為濃縮液加2-4倍清(qīng)潔水為工作液,工作液(yè)的PH值保(bǎo)持為2~2.5
2、發黑:工件進入常溫發黑工作液後1分鍾,可將(jiāng)工件(jiàn)上下抖(dǒu)動數次,使表麵充分接觸發黑(hēi)液,發黑時間2~5分鍾,掌握好發黑(hēi)時間是得到(dào)優質發黑膜的關鍵,不(bú)同的材質,不同的工作液濃度發黑(hēi)時間不一樣,判斷的依據(jù):視工件(jiàn)表麵有一層均勻黑色膜即可。發黑完畢後,在空(kōng)氣中停留1~2分鍾,再經水洗,可充分利用表麵(miàn)的殘液, ,減少發(fā)黑液的消耗,降低成本。
3、槽液調整:發黑液在使用中, 應注意檢查PH值,當PH值(zhí)超過(guò)2.5時應加以調整(zhěng),方法為先將溶液過濾去沉(chén)澱,再加AF-FH802常溫鋼鐵發黑劑濃縮液,使PH值恢複到2~2.5,即可繼續使用,調整2~3次後要更換(huàn)發黑液。當槽液PH值超過3以上很難調整(zhěng),可適當延長發(fā)黑時間一直到不能用(yòng)為止,一般最長為6~7分鍾,才能成膜,使用一段時間後再更換槽液。
4、發黑(hēi)液的“後效”問題,常溫發黑件(jiàn)在完成操作過程後,表層(céng)中的(de)化(huà)學反應並未完成(chéng),在空氣中氧的作用下,這一轉化過程,能提高膜的(de)強度和附著力,黑度的均勻性也有所提高,發黑處理時間宜短,不宜長,隻要表麵黑色均勻一(yī)致即可出(chū)槽,充分利用(yòng)後效作用,這(zhè)樣可以降低發黑液的(de)消耗和提高產(chǎn)品的質量,降低成本。
後處理階段:
常溫(wēn)發黑的後處理有四種可供選擇(zé)的方法:
1、發黑件水洗幹淨後浸AF-FX238脫水防鏽油(常(cháng)溫5分(fèn)鍾),防(fáng)鏽期一年。
2、發黑件水洗後先浸AF-FH827無鉻鈍化液再浸(jìn)AF-FX238脫水防鏽油,防鏽期(qī)二年.
3、常溫發(fā)黑(hēi)件經熱(rè)機油(105~110℃)浸煮脫水,防鏽期半年。
4、對於發黑後不允許用油處理的工件和對耐磨性耐蝕性要求特別高(gāo)的零件,用AF-FB872水溶(róng)性封閉劑處理。
我們為常溫發黑後處理研製的配(pèi)套產(chǎn)品有(yǒu):
1、AF-FH827無鉻鈍化液,不含六價鉻和亞銷酸鹽,能提高發黑(hēi)件的耐蝕性。
2、AF-FX238脫水防鏽(xiù)油,兼具有脫水和防鏽雙重功能。
3、AF-FB872水溶性封閉劑,含高分子化合物,使用時用(yòng)1~3倍水稀釋(shì),成為工作液。稀釋時先取少量水在攪拌下(xià)徐(xú)徐(xú)加入,至均(jun1)勻後再加足餘量水攪拌(bàn)均勻。

● 發黑槽(cáo)、酸洗活化槽、掛具、吊蘭都必須(xū)使用耐酸材料,以免過多的消耗發黑液。
● 水洗工序不可忽視,應盡可能用流動清水,(時間0.5~1分(fèn)鍾)用逆流漂(piāo)洗(進水(shuǐ)管深(shēn)入槽下),充分洗淨上道工(gōng)序的殘液,避免(miǎn)上道工(gōng)序(xù)的殘液帶入下道工序,影響使用壽命。
● 工作完後各道工序溶液槽均應加蓋,以保持清(qīng)潔。
● AF-FX238脫水防鏽油槽(cáo)應便於排出槽底脫(tuō)下的積水(shuǐ),槽內應有多孔鐵(tiě)板托住工件(jiàn),以免工(gōng)件沉底。
● 盡量做到勤(qín)配,少(shǎo)配,用多少配多少(shǎo)。因為發黑處(chù)理時,溶解在溶液中的鐵離(lí)子(zǐ)會繼續跟槽液中的有效物質反應,使槽液提前(qián)失效。

25公斤/塑桶,儲(chǔ)存於陰涼通風(fēng)處,按(àn)一(yī)般化學(xué)品運輸。







電話:0731-88619255 傳真:0731-88619255 手機(jī):135 1748 1259
地址:長沙河西高新技術(shù)產業開發區觀(guān)沙嶺工業園
長沙阿凡達環保科技有限公司 版權所有 備案號:湘ICP備19023158號
掃(sǎo)一掃,加微信



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采購
阿凡達百度愛采購banner.jpg")