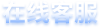
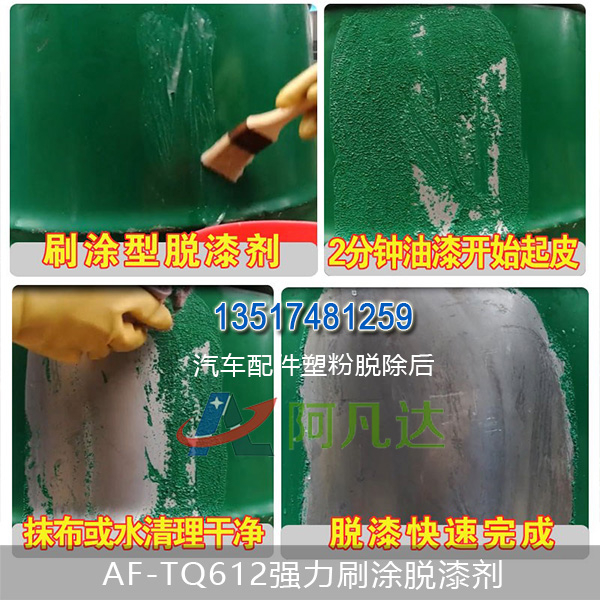
歡迎來到長沙阿凡達公司,公司主營環保脫漆劑,中性除鏽劑,鋼筋除鏽劑(jì),多功能漆前處理(lǐ)劑,漆(qī)霧凝聚劑(jì),常(cháng)溫(wēn)發黑劑。
-

掃碼打開手機站
- 掃一(yī)掃

掃碼加微信
掃碼打開手機站
掃碼加微信

磷化是一種常(cháng)用的預處理(lǐ)技術,原則上應屬於化學轉化膜處(chù)理。光亮發黑粉工藝流程(chéng):除油(yóu)-水洗-酸洗(除鏽(xiù)幹淨)-水洗-光亮酸洗(30秒-120秒左右)-水(shuǐ)洗-酸洗(5-7分鍾)-水洗-發黑-水洗-皂化-熱水(shuǐ)洗-浸(jìn)油除油清洗劑是一種濃縮型的清(qīng)洗劑,清洗效率是煤油的4-5倍,並且沒有煤油汽油的異味與安全隱(yǐn)患,使用範圍和(hé)條件沒有任何限製。主要用於清洗(xǐ)各類常見的油焦和油汙,它(tā)可以(yǐ)快速安全的溶解油焦和油汙。磷(lín)化液主要成分(fèn)是磷酸二氫鹽,如Zn(H2PO4)2以及適(shì)量的遊離(lí)磷酸和加(jiā)速劑等。 在工程(chéng)中的(de)主要應用是鋼鐵零件的表麵磷化,但鋁,鋅等有色金(jīn)屬也可采用磷化
根據處理溫度: 高溫型(75-100c,高能耗,磷酸鹽沉積,形成磷酸鹽膜厚達10-30g / m2) ,中溫型(50-75c,處理時間5-15min,磷酸鹽膜厚(hòu)達1-8g / m2) ,低溫型(30-50c) ,室溫型(xíng)(10-30c) ,節能,使用方便(biàn),除添加(jiā)氧化劑外,能耗小,但溶液製備複雜,膜(mó)厚達0.2-7g / m2。
磷酸鋅,磷酸鋅係鈣,錳基磷酸,磷(lín)酸(suān)鐵,磷酸錳和複(fù)合磷酸鹽等:由磷化(huà)液組(zǔ)件分開。
按磷化時間(jiān)處(chù)理方式方法分:化(huà)學進行磷化、電化學磷化。
按磷酸鹽塗層質量的評價:重量(liàng)級(膜重(chóng)量(liàng)比7.5克/ m)的(de)重量級(jí)(膜重(chóng)量4.6-7.5g /米),輕質(薄膜重量1.1-4.5g / m)的時(shí)間和輕質級(膜重量0.2-1g /米)。
按(àn)施工管理方法分:浸漬處理磷化、噴淋磷化和刷塗磷化。
磷化作用及用途:
塗裝前磷化的作用:增強塗層膜層(如塗層塗層)與工件之間的結合力;提高塗層後工件表麵塗層的耐蝕性;改善裝飾。
無塗層磷化作用: 提高工(gōng)件的耐磨性,使工件(jiàn)在加工過程中具有潤滑性; 經過適(shì)當的後處(chù)理,可以提高工件的耐磨(mó)性。
使用磷酸鹽:磷酸(suān)鹽膜主要用作引物,當金屬冷加工用潤滑劑層,絕緣層和(hé)表麵保護金屬加工(gōng),壓鑄脫模處理(lǐ)等被(bèi)用(yòng)作電機矽。它被廣泛應用於汽車,船舶,航空航天,機械製造,家電等工業生產。
磷化(huà)的必要(yào)性:鋼鐵材料表麵進行(háng)塗裝前處理技術工(gōng)藝(yì)指脫脂(除油)、除鏽、表調、磷(lín)化。然而企業由於工件加工表(biǎo)麵的狀況以及不同,則生產(chǎn)製造工藝也有所了解不同,有的施工工藝中沒有脫脂或沒有除鏽工序,有的傳(chuán)統工藝則沒有表麵結構調整工序,但磷(lín)化工序是不可缺少的。
在塗層過程(chéng)中,如果不去除(chú)油(yóu)脂,鏽和氧化皮層,沒有磷化,靜電噴塗和直接塗裝,會產生塗層脫落鋼表麵,所述塗層失去了意義。




 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采購
阿凡達百度愛采購