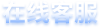
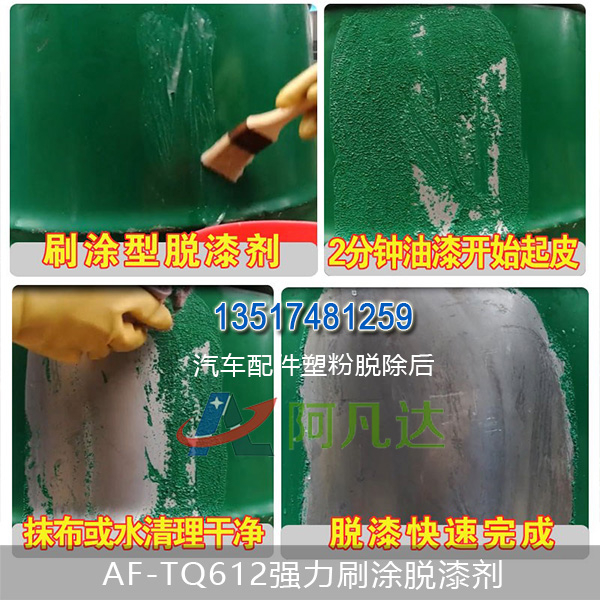
歡迎來到長沙阿凡達公司,公司主營環保脫漆劑,中性(xìng)除鏽劑,鋼筋除鏽劑,多功能漆前處理劑,漆霧凝(níng)聚(jù)劑,常溫發黑劑。
-

掃碼打開手機(jī)站
- 掃一掃

掃碼加微信
掃碼打開手機(jī)站
掃碼加微信

1)在選擇脫脂劑、除鏽劑、表調劑、磷化劑等係列產品時,除了考慮其處(chù)理效果、穩(wěn)定性、管理難易、使(shǐ)用成(chéng)本,同時還須檢驗其技術是否正確,塗裝前處理藥劑是否與工件表麵相適(shì)應,相互之間的配套性是否恰當。
(2)塗裝前處理前必須(xū)嚴格檢查各種設(shè)備是(shì)否完好,各種掛具是否可靠,各種工藝參數是否在規定的工藝範圍之內(nèi)。
(3)手工預(yù)處理(lǐ),一般是采(cǎi)用砂紙打磨去(qù)鏽、除去機械雜質,然後用擦布蘸溶劑汽油或水的表麵活性劑進行全麵的擦拭。切忌用毛刷或髒布來回擦拭,這樣將在金屬表麵留下汙痕,一直到表麵預處理(lǐ)完畢後,在工(gōng)件上還(hái)會留下痕跡。
(4)脫脂質量的好壞主要取決於(yú)脫脂溫(wēn)度、脫(tuō)脂時間、機械作用及脫脂(zhī)劑材料等四個因素。有的用戶希望脫脂劑使用溫度(dù)越低越好,脫脂劑材料生(shēng)產廠(chǎng)家也在不(bú)斷(duàn)推出低溫清洗劑。實際上,使用溫度並不是(shì)越低越(yuè)好,因為脫脂液的(de)溫度高,脫脂(zhī)比較徹底。但(dàn)溫度也不是越高越好,特別是使用含表麵活性劑的脫脂劑,因為超過70℃以上,屬於醚、酯類(lèi)的表(biǎo)麵活性劑(jì)會水解而失效。在脫脂操作中(zhōng),增加脫(tuō)脂時間,就是延長脫脂(zhī)液與油汙的接觸時間,達到提高脫脂效(xiào)果。但在流水作業中不可能采用太長的(de)脫(tuō)脂時間,隻要求保證足夠的脫脂時間即可(kě)。在脫脂過程中,對浸漬槽液采用壓縮空氣攪拌等機械作(zuò)用,可增加新鮮脫(tuō)脂液與零(líng)件表麵的接觸,使油脂較(jiào)容易(yì)地脫離工件(jiàn)表麵,特別是在低溫脫脂的情況下尤其有效。脫(tuō)脂劑的組成及使用方法對脫脂效果有很大的影響。脫脂劑首先應選帶表(biǎo)麵活性劑的堿性脫(tuō)脂劑,並且是低泡表麵活性劑而不是加消泡劑的產品。其次(cì)要保證脫脂(zhī)槽的(de)清(qīng)潔(jié)度和脫(tuō)脂劑濃度,應按消耗定額或每日生產前(qián)的化驗結果及時補加脫(tuō)脂(zhī)劑和水,槽體定(dìng)期清潔。
(5)鋼鐵零件在堿性介質尤其是強堿性介質中比(bǐ)較穩定,甚至有鈍化作(zuò)用,使磷化過程的腐蝕反應難於進行。因此采用強堿性(xìng)清洗劑除油後必須配合使用具有表(biǎo)麵活化的表麵調整劑進行處理。而采用弱堿型的清洗劑,則可以不(bú)用表麵調整劑。
(6)酸洗(xǐ)操作時要嚴格執(zhí)行操(cāo)作規程,防止酸(suān)液對人(rén)體的危害。無鏽零件可不經過酸洗工序而直(zhí)接進入下道工序。酸洗除鏽(xiù)是不得(dé)已而為之,以免鏽蝕後再進行除鏽處理。酸洗後應加強(qiáng)水洗,力求洗淨殘留酸及酸洗產(chǎn)物,不然會加速(sù)金屬的腐蝕。各水(shuǐ)洗槽的槽液應(yīng)經常處於溢流狀態。
(7)一般“P比”高的磷化膜陰極電泳塗漆後的耐腐蝕性能較佳。要獲得“P比”高的磷化膜,除采(cǎi)用Zn2+含量較低的磷化液外,采(cǎi)用(yòng)浸漬處(chù)理(lǐ),較弱的(de)攪拌,有(yǒu)利於高(gāo)磷酸二鋅鐵的磷化膜的生成。在生產過(guò)程中特別注意不要強烈的攪拌。磷化(huà)前采用強堿脫脂或酸洗除(chú)鏽的,需要(yào)進行(háng)表麵調整。表麵調整一般采用鈦的多磷酸鹽或草酸作為磷化前的表麵調(diào)整劑,具有細化晶(jīng)粒、加快反應速度、降(jiàng)低反(fǎn)應溫度、提高磷化膜質量(liàng)等作用。磷化後的鈍化、水(shuǐ)洗也非常重要。鈍化的作(zuò)用是(shì)除去磷化膜表麵的疏鬆層,並對鈍化膜不完全的部分或孔穴部分進行封閉。鈍化與不鈍化相比(bǐ),防腐蝕性能可以提高10%~30%。由於鈍化會帶來(lái)汙水處理等問題,在生(shēng)產(chǎn)中可不單獨采(cǎi)用鈍化工序(xù),而是選擇磷(lín)化與鈍化二合一的磷化產(chǎn)品來(lái)加以(yǐ)彌補。磷化後要經3~4道水(shuǐ)洗,最後一(yī)道水洗為新鮮去離子水洗,其(qí)水質要(yào)求很高,一般(bān)要求電導率在10μs/cm以下,而衝洗後的(de)零件的滴水電導率(lǜ)控製在(zài)50μs/cm以下。磷化後不采用陰極電泳塗漆(qī)的,可不經新(xīn)鮮去離子水水洗。磷化件(jiàn)噴漆前必須保證表麵幹燥,底漆的噴塗必須在磷化後24小時以內完成。
電話:0731-88619255 傳真:0731-88619255 手機:135 1748 1259
地址:長沙河西高新技術產業開發區觀沙嶺工業(yè)園
長沙阿凡達環(huán)保科技有限公(gōng)司 版權所有 備案號:湘ICP備(bèi)19023158號
掃(sǎo)一掃,加微(wēi)信



 阿凡達淘寶旗艦店
阿凡達淘寶旗艦店 阿凡達百度愛采(cǎi)購
阿凡達百度愛采(cǎi)購