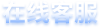
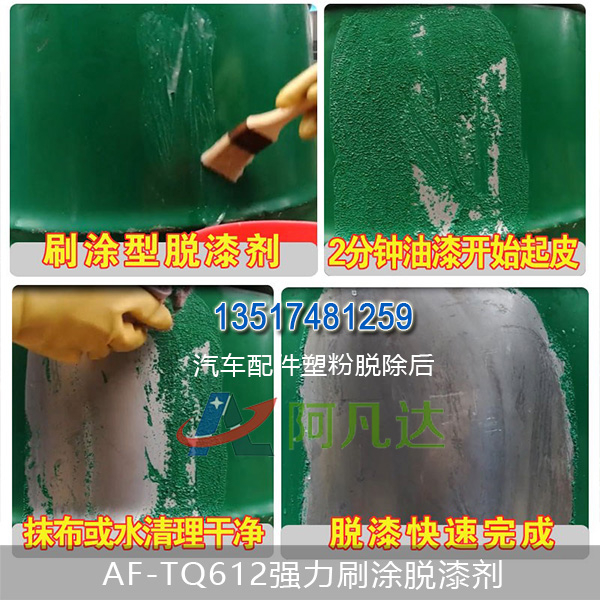
歡迎來到長沙阿凡達公司,公司主營環保脫漆劑,中性除鏽劑,鋼(gāng)筋除鏽劑,多功能漆(qī)前(qián)處理劑,漆霧凝聚劑,常(cháng)溫發黑劑。
-

掃碼(mǎ)打開手機站
- 掃一掃

掃碼加微信
掃碼(mǎ)打開手機站
掃碼加微信

矽烷(wán)PH值過低或氟(fú)離子含(hán)量過高均有導致生鏽的風險,隻需將槽液參數在工藝範圍內保持穩定,即加強(qiáng)日常參(cān)數管控就能夠避免此(cǐ)類問題發生。
難點是因電泳時存在的空腔導致的鏽蝕現象,主要集中在車身頂部加強梁位置。因矽烷產生的氣體屬於弱酸性,腐蝕性較強,與車身接觸最短僅需15s車(chē)身即(jí)可發生明顯鏽蝕,隨時間延(yán)長鏽蝕加重。通過調整槽液工藝參數如提升前道水洗PH值及清洗效果,適當降低矽烷氟(fú)離子含量可減輕鏽蝕程度,此外通過提高矽烷工位風速(sù)對減緩車身鏽(xiù)蝕也起一定作(zuò)用(yòng)。最根本的解決(jué)方法是(shì)改變車身結構及入槽姿(zī)態,從而減少車身與腐蝕氣體接觸時間。
塗裝前處理發生(shēng)鏽蝕(shí)後不及時處理,即使在後(hòu)道工序通過噴漆掩蓋缺陷,也(yě)會對(duì)車身質量埋下(xià)極(jí)大的隱患。前處理自動(dòng)化(huà)程度日(rì)益提高,槽液機(jī)理效應(yīng)也(yě)在不斷加強,產品質量管控逐漸平穩。但對於白(bái)車身質量,工藝參數的維護及發生問題時的(de)及時決策處理等方麵(miàn)仍需建立唯一性清單進行要求及管控,尤其對於鏽(xiù)蝕這種(zhǒng)極為嚴重的質量缺陷,前期需充(chōng)分驗證並嚴(yán)格控製所有的影響因素,同步策劃應(yīng)急方案,規避車身質量問題。
電話:0731-88619255 傳真:0731-88619255 手機:135 1748 1259
地址:長沙河西高新技術產業(yè)開發區觀沙嶺工業園
長沙阿凡達環保科(kē)技有限公司 版權所有 備案號:湘ICP備(bèi)19023158號
掃一掃,加微信



 阿凡達淘寶(bǎo)旗艦店
阿凡達淘寶(bǎo)旗艦店 阿(ā)凡達百度愛采購
阿(ā)凡達百度愛采購