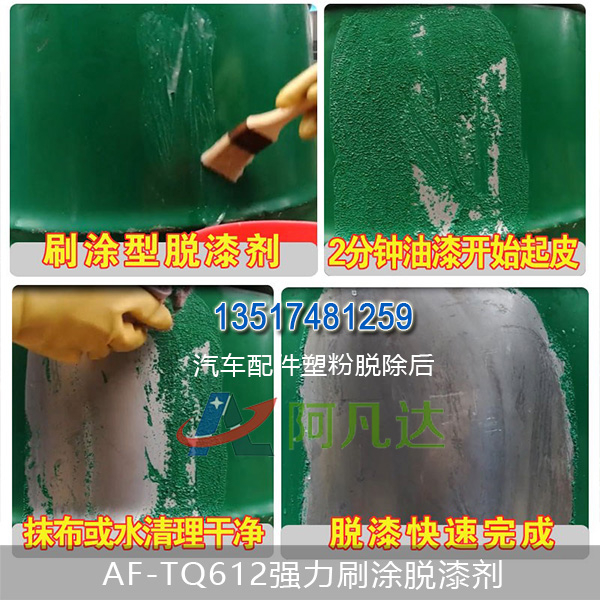
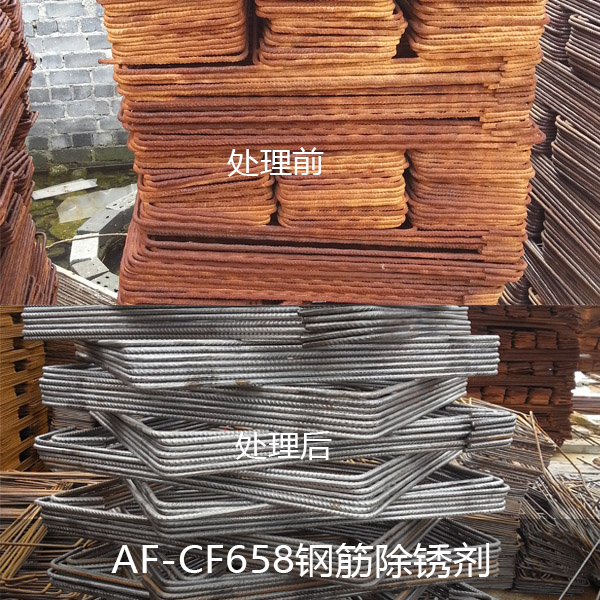
歡(huān)迎(yíng)來到長沙阿凡達公司,公司主營環保脫漆劑,中性除鏽劑,鋼筋除鏽劑,多功能漆前處理(lǐ)劑,漆霧凝聚劑,常溫發黑劑。
-

掃碼打開手機站
- 掃一掃

掃碼加微信
掃碼打開手機站
掃碼加微信

工序名稱 | 設(shè)備要求 | 使用材料 | 操作條件 | 要求 | |
溫度/℃ | 時間/min | ||||
脫脂 | 帶排風裝置的薄鋼(gāng)板(bǎn)槽 | 高效脫(tuō)脂除(chú)油粉AF-FH842 | 70~80 | 10~20 | 1、 保持溶液的清潔,經常(cháng)清(qīng)除漂浮在液麵(miàn)上的油汙和(hé)沉(chén)澱物。 2、 定期分析各種成分的含量,保證脫脂效(xiào)果(guǒ)。 3、 脫脂後的工件表麵應被(bèi)水完全浸濕。 |
水洗 | 水槽 | 自來水 | 室溫 | 酌情(qíng) | |
活化 | 塑料槽 | 去鏽活化劑AF-FH822 | 室(shì)溫 | 5~15 | 1、 根據鏽蝕情況確定除鏽時間,除(chú)鏽(xiù)除盡即可。 2、 零件表麵無鏽,亦要浸泡5~10min |
清洗 | 水槽 | 自來水 | 室溫 | 酌情 | 不能在(zài)空間或水中停留,水洗後立刻(kè)鈍化,以免重新生鏽,水洗後(hòu)應立(lì)即(jí)發藍。 |
高溫發(fā)藍 | 鐵槽帶抽風裝置 | 高溫耐蝕鋼鐵發(fā)黑粉 AF-FH808 | 常溫 | 10~15 | 1、 嚴格控製入槽及出槽溫(wēn)度。 2、 發藍前(qián)應加水稀釋到需(xū)要的沸點。 3、 隨時清除沉澱物和漂浮物。 |
水洗(xǐ) | 水槽 | 自來(lái)水 | 室溫 | 1~3 | 上下提動幾下,再用自來水洗 |
熱水洗 | 熱水槽 | 自來水 | 室(shì)溫 | 3~5分鍾 | 保持清潔 |
皂化 | 皂化槽 | 肥皂3~5% 水餘量 | 80~90 | 3~5 | 1、 配製時要化驗對貼(tiē)片的腐蝕(shí)程度(dù) 2、 經常除去臭液和(hé)沉澱物,及時更換。 |
熱水洗 | 熱水槽 | 自來水 | 80~90 | 1~3 | 可在前(qián)道(dào)熱水洗工(gōng)序中進行(háng) |
脫水 | 脫水槽 | 脫水防鏽油 | 室溫 | 5~10min | 2~3min串動一次 |
包裝 | 中性石蠟紙或者塑料薄膜 | ||||
電話:0731-88619255 傳(chuán)真:0731-88619255 手機:135 1748 1259
地(dì)址:長沙河西高新技術產業開發區觀(guān)沙嶺(lǐng)工業園
長沙阿凡達環保科技有限公司 版權所有(yǒu) 備案號(hào):湘ICP備19023158號
掃一掃,加微信



 阿凡(fán)達淘寶旗艦店
阿凡(fán)達淘寶旗艦店 阿(ā)凡達百度愛采購
阿(ā)凡達百度愛采購